Sponsored Content
Wired Connectivity
Testing ensures quality cables but limits lengths
07 January 2021
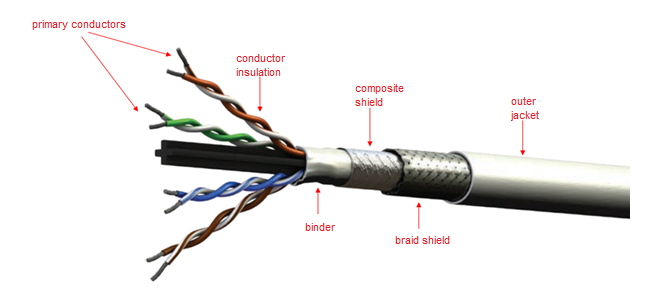 Figure 1: A complex cable. Source: PIC Wire & Cable
Figure 1: A complex cable. Source: PIC Wire & Cable
As engineers know only too well, a cable is much more than a convenient way of connecting two electronic devices: it is also a complex passive circuit with its own resistance, capacitance and inductance. A typical cable in a demanding aerospace or military application, such as the 10G Base-T Cat 6a Ethernet cable shown in Figure 1, contains multiple parts.
Although customers might wish for a cable of unlimited length, two reasons limit the spool length of real-world products: Manufacturing materials and practical manufacturing constraints. To ensure the best quality cables, multiple tests are performed to verify the cable’s effectiveness.
Common cable manufacturing issues
The finished cable assembly must meet the mechanical and electrical performance requirements for the end application. Each part of a cable represents a potential point of failure, which can occur at any point along its length. If testing detects a failure, the flawed section of the cable is removed and the two sections are retested. Complex cables have more potential failure mechanisms and shorter maximum cable lengths.
As depicted in Figure 1, kinks or stray wires in the primary conductors can cause issues such as out of spec outer diameter (OD), electrical issues like or high attenuation or return loss. A strand poking through the wire insulation can also cause a spark test failure.
Many factors can result in a primary conductor insulation failing the spark test such as contaminants (FOD), the processing of individual primary wire insulation, which can vary slightly depending on equipment setup, the operator and batch (lot) of fluoropolymer and things like daily temperature.
The outer braid shield is where a cable braid consists of numerous small wires, each on an individual tiny bobbin or spool. The wire braid shield is applied after (over) the foil braid. If a wire breaks during the braiding operation, the cable must be cut at that point to replace the bobbin before continuing the braiding process. A new spool is then started; this also applies if an individual bobbin runs out.
The overall jacket undergoes a 100% spark test that looks for small imperfections in the overall cable jacket. The outer braid is grounded and the cable is run through a bead tester that has a high voltage (typically 3.0 kV) applied to it. Any microscopic pinhole or flaw in the cable jacket will cause a spark, resulting in an automatic shutdown of the test and the removal of the flawed section.
The final test ensures that the finished cable meets its specified electrical performance requirement. For example, a CAT 6a (four pair) Ethernet cable must pass Category 6a testing, which includes near end cross talk (NEXT) and insertion loss. If the cable fails any requirement, the cable is retested to isolate the failure to a certain area of the cable. In that event, the section is removed (cut out) and the cable is retested. It is possible that the entire spool could be suspect and ultimately destroyed.
Manufacturing limitations
In addition to failures caused by the cable elements themselves, the realities of the cable manufacturing process lead to other issues that limit the practical length of a spool.
Some of these include twinning pairs, which is where a one-pair cable consists of two single primary wires twisted together. The two single wires come from two spools of different lengths. When one spool runs out, the twinning operation is stopped, causing a spool break. The empty spool is replaced, and the twinning process resumes. This is an ongoing process, especially when combining two or four pairs, such as a CAT 5e or CAT 6a Ethernet cable.
The inner foil shield is where data cables typically include an inner foil shield made of an aluminum/mylar or aluminum/polyimide composite. The available footage of this “foil pad” is limited: when the pad of foil runs out, the manufacturing operation is halted, the foil pad is replaced and the foil process starts over with a new cable spool.
Conclusion
Although an unlimited cable length might be preferred, all of these factors together limit the length of a spool and are common to all manufacturers and all multi-element cable types.
PIC Wire & Cable strives for perfection during their manufacturing process and post manufacturing tests, ensuring that every foot of cable that ships can be considered a quality, reliable, certified product.
For more on this and other topics, visit the PIC Wire and Cable website.
Powered by CR4, the Engineering Community
Discussion – 0 comments
By posting a comment you confirm that you have read and accept our Posting Rules and Terms of Use.
Advertisement
Advertisement
Popular News
Find Free Electronics Datasheets

Advertisement