Sponsored Content
Industries
COTS Filters for MIL-STD-461 Applications
25 May 2018
Sponsored content
Design engineers today are tasked to provide low-cost commercial, off-the-shelf (COTS) EMI filter solutions for military applications to mitigate unwanted EMI emissions. This article will review EMI test methods, limits, the failure modes and provide guidelines to choose EMI solutions to meet MIL-STD-461 conducted emissions CE102 tests and the challenges associated with it.
EMI Test and COTS Filter Selection
EMI requirements are often ignored during product design because EMI standards do not provide specific enough guidelines for compliance, unlike safety standards. EMI problems are only identified after a product has been designed and subsequently tested for EMI. This typically happens very late in the product development cycle at which point the solution can cause major, costly electro-mechanical product redesign in order to incorporate the appropriate EMI solutions. Even though EMI is sometimes referred to as “black magic,” there are a few direct steps that design engineers can follow during the product design cycle to mitigate EMI.
- Identify the EMI requirements and standards up front.
- Design a multilayer PCB with ground planes between the layers.
- Connect all ground potentials to one common point on the chassis.
- Do not daisy chain ground wires and make the ground wires as short as possible.
- Use wire harnesses to separate data carrying wires from power cables.
- Use shielding material around the covers and doors.
- Make certain to read all the specifications and if there is an EMI requirement make sure to leave space for a specific EMI filter.
Unlike off-the-shelf (OTS) filters, COTS filters should operate:
- At between -45° to 85° C ambient temperature, in general
- At DC or AC 50/60 or 400 Hz power line frequencies
- At harsher electro-mechanical environments, as specified by military standards
COTS filters should also provide:
- High conducted common mode (CM) attenuation at 150 kHa
- Higher differential mode (DM) attenuation at 10 kHa
- Isolation between the input/output (I/O) terminals
- Attenuation and shielding effectiveness up to and above 1 GHz
Which means:
- Both CM and DM components should be incorporated in the filter circuit.
- Feed through capacitors should be used instead of leaded caps to ground.
- The filter box should be of welded construction to withstand shock and vibration and sealed to keep moisture out.
Therefore, after completion of the product design, prototype build and successful completion of the performance tests, it is further recommended to perform an EMI test. If the product passes the EMI test then this phase is complete. If the product fails, then follow the steps below to incorporate an EMI solution:
- Review the test results and record the failed frequencies.
- If the failed frequencies are between 10-50 kHz, choose a filter with a DM coil and capacitor in the circuit.
- If the failed frequencies are at 150 kHz and over, choose a filter with a CM coil and a line to ground capacitor in the circuit.
- If the failed results are from 10-150 kHz and over, choose a filter with both DM and CM coils and a capacitor in the circuit.
- Make sure the filter capacitor value connected to ground meets the leakage current requirement of the product.
- Install the filter at the power lines entering the devise under test (DUT) and repeat the EMI test.
- If the EMI test results improve but fall short, each filter component in theory provides:
- 6 dB additional attenuation per octave (frequency 2; figure 1).
- 20 dB additional attenuation per decade (frequency 10; figure 2).
- 6 dB additional attenuation when its value is doubled (compare figures 1 and 3).
- 6 dB less attenuation when its value is cut in half.
- Each additional component added to the filter circuit increases the filter attenuation by 20 dB (compare figures 1 and 4).
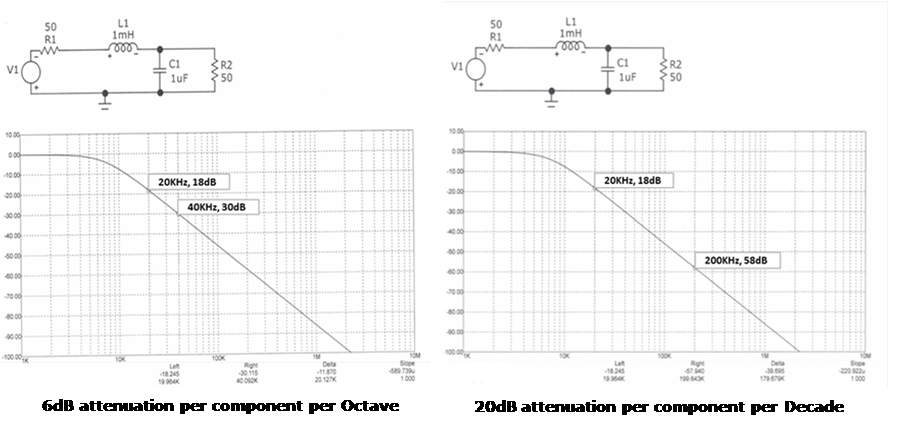 Figure 1/Figure 2
Figure 1/Figure 2
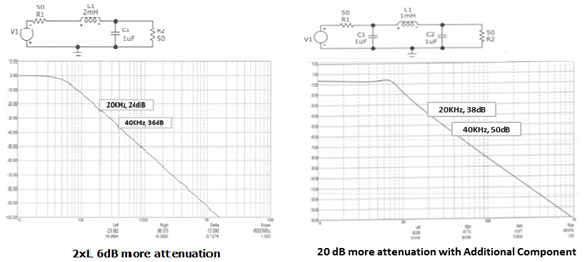 Figure 3/Figure 4
Figure 3/Figure 4
Case Study
ITG was approached by a customer to design a filter for a military product to meet MIL-STD-461, CE102 requirement. A prototype unit was supplied to measure the emissions and provide a solution should the product fail EMI test. The product was taken to an EMI lab for testing and solution design. The test equipment was set up in a shielded room per MIL-STD-461, and then following tests were performed.
1. The first EMI test measured the shielded room ambient noise using a resistive load to make sure the ambient noise is below the specified limit by a 10-20 dB margin (figure 5 and 6).
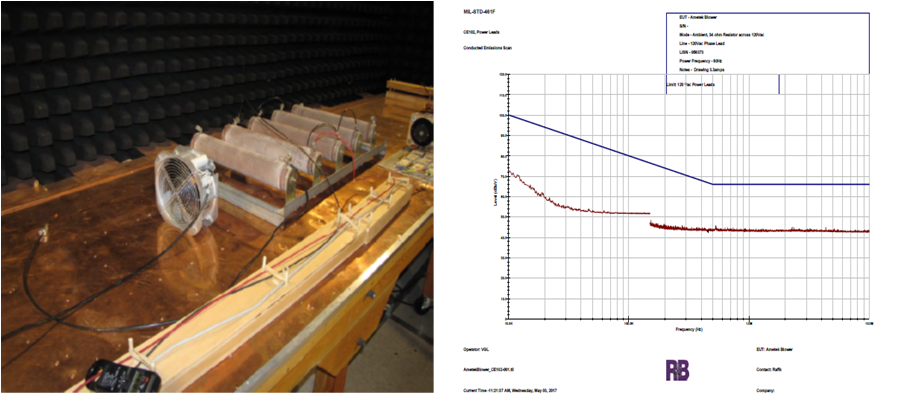 Figure 5/Figure 6
Figure 5/Figure 6
2. Then the resistive load was replaced with the prototype unit without an EMI filter to measure the noise generated by the DUT (figure 7).
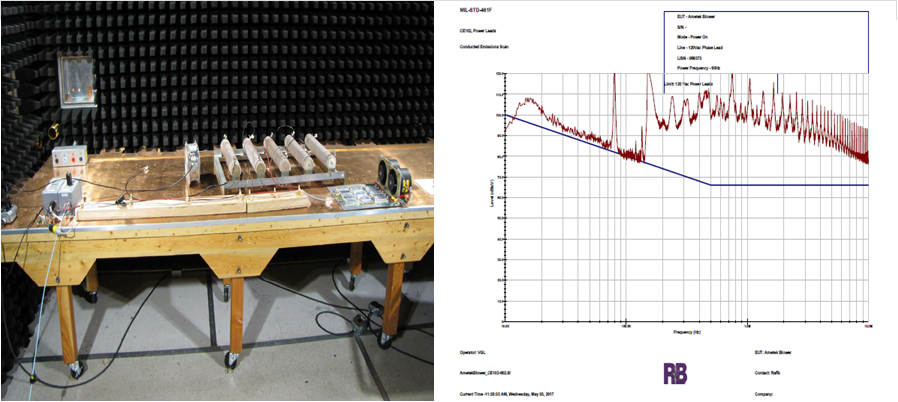 Figure 7/Figure 8
Figure 7/Figure 8
3. The test results in figure 8 shows the DUT failed from 15 kHz to 10 MHz. After reviewing the test results and performance data sheet provided by ITG for its COTS filter series, an EMI filter was selected (see figure 9) and installed at power lines entering the DUT (see figure 10) and the EMI test was repeated.
4. It is important to know that COTS filters are designed to generate a certain amount of attenuation at specific frequencies, and if the noise levels generated by the DUT are higher than the filter capability the filter needs to be tuned.
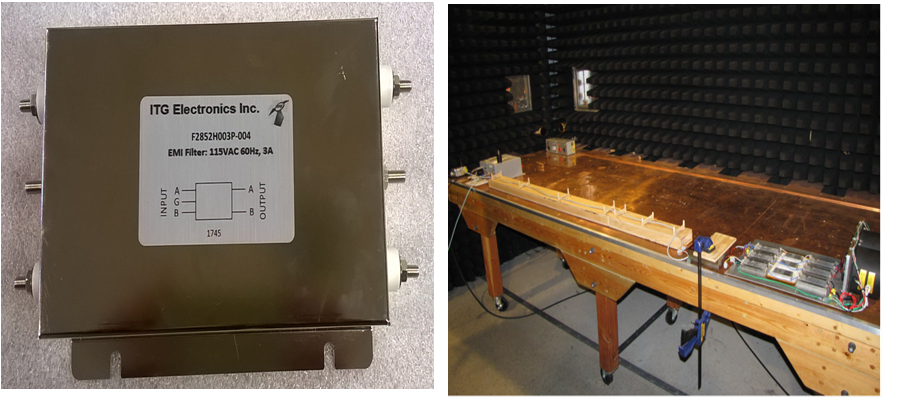 Figure 9/Figure 10
Figure 9/Figure 10
5. Figure 11 shows the test results with an ITG COTS filter installed. There is a considerable improvement but the result is not quite optimal. There are two peaks above the limit, one at 23 KHz and the other at 150 KHz. Adding a DM coil to the filter circuit should reduce the peak at 23 KHz, and increasing the CM coil inductance slightly should reduce the peak at 150 KHz.
6. Figure 12 shows the test results with the added DM coil and increase in CM inductance. The test result fell well within the specified limit by more than an acceptable margin. It is highly recommended to have a minimum of a 6 dB margin to compensate for production inconsistencies.
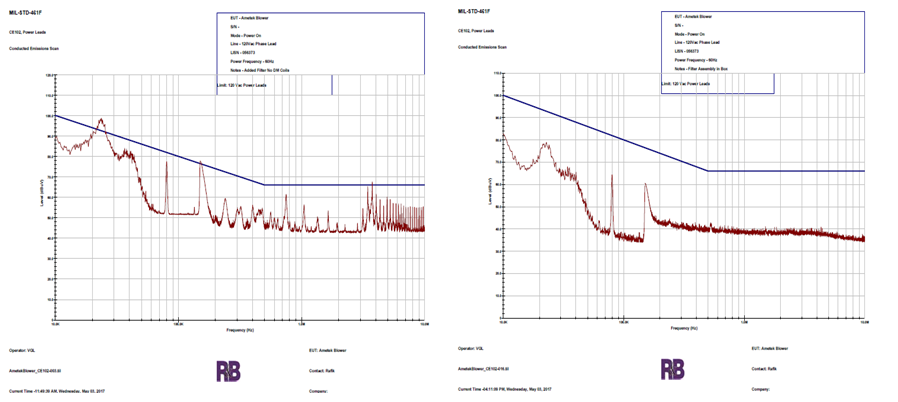 Figure 11/Figure 12
Figure 11/Figure 12
The preproduction EMI solution is now completed. The next step is to ensure there is enough space allocated for the EMI solution inside the product enclosure. If not, there are two options at this point: change the product enclosure or change the filter box configuration.
In most cases the filter configuration is changed because the product volume has likely been prescribed by the end customer. Once the filter configuration is changed the EMI solution is no longer a simple COTS filter. A custom filter is necessary.
It is recommended to verify the EMI test results of the final product with the EMI filter solution installed. This is because minor changes in component type, component locations, wiring and grounding schemes could affect the EMI noise levels generated by the product.
Conclusion
Once a correct EMI solution is designed with proper component selection for the rated voltage and current along with proper deratings, the product should work for years. EMI solutions do not need regularly scheduled maintenance. Most important is the manufacturing consistency of the product to ensure the proper performance of the EMI solution. After any change to the product, no matter how insignificant may seem to be, it is highly recommended to repeat the EMI test to prevent future system failure and field recalls due to EMI.
Reference: The EMI test results provided by R&B Laboratory in Conshohocken, Pennsylvania.
Contact Information:
Rafik Stepanian
ITG Electronics Inc., New York
Tel: 914-347-2474
Fax: 914-347-7230
Email: service@ITG-electronics.com
Powered by CR4, the Engineering Community
Discussion – 0 comments
By posting a comment you confirm that you have read and accept our Posting Rules and Terms of Use.
-
Infographic: Selecting materials for EV charging stations
 Achieving optimal results starts with using optimal materials. Using material science expertise, Boyd helps guide materials selection for manufacturers creating the next generation of EV charging systems.
Achieving optimal results starts with using optimal materials. Using material science expertise, Boyd helps guide materials selection for manufacturers creating the next generation of EV charging systems.
FEATURED INFOGRAPHIC
Advertisement
Advertisement
Popular News
Find Free Electronics Datasheets

Advertisement