Sponsored Content
Industrial Electronics
Bridging the maintenance gap to condition-based maintenance
29 January 2019
Sponsored content
In the 19th and 20th centuries, industrialization revolutionized the manufacture and maintenance of products. Assembly lines reduced the costs of production while simultaneously increasing quality, repeatability and durability. Products from factories were cheaper, lasted longer and replacement parts made them easier to repair.
 Figure 1. Electrical systems are critical to maintaining safe and reliable operations.Despite its obvious advantages, many craftsmen were reluctant to embrace the assembly line, doubting that items made so quickly could truly be of a high quality. At first, they survived as consumers shared those doubts, but as it became obvious that factory-made products could be trusted purchasing habits shifted, and craftsmen who worked by hand became niche or obsolescent.
Figure 1. Electrical systems are critical to maintaining safe and reliable operations.Despite its obvious advantages, many craftsmen were reluctant to embrace the assembly line, doubting that items made so quickly could truly be of a high quality. At first, they survived as consumers shared those doubts, but as it became obvious that factory-made products could be trusted purchasing habits shifted, and craftsmen who worked by hand became niche or obsolescent.
At the end of the 20th century a new revolution occurred. Computers, once relegated to giant rooms in government buildings, entered the business world. This influx led to the creation of networks. Networks and computers were specialized and paired with sensors and cameras to increase automation and reduce costs. These systems produced tremendous amounts of data, and software interpreted this data. This combination of automation and data analysis offered unprecedented efficiencies, cost savings and improved quality, and is the driving force behind the current information age.
This is still a somewhat new trend, just a few decades old, so it is understandable that some businesses continue to operate as they have for decades: skeptical of automation and data analysis. Unless these businesses have a stark change in attitude, they face the same fate of the craftsmen from two centuries ago. An example of an industry needing to be revolutionized by the information age is the maintenance of electrical distribution systems.
 Figure 2. EMSDs bridge the gap between time and condition based maintenance.
Figure 2. EMSDs bridge the gap between time and condition based maintenance.
Electrical systems are extremely critical in today’s factories, maintaining safe and reliable production operations. In a previous article, it was discussed how electrical maintenance safety devices (EMSDs) could help bridge the impending skills gap that looms as baby boomers retire.
Going forward, EMSDs along with data analysis and a new approach to maintenance called condition-based maintenance, can exploit the information age to not only bridge the knowledge gap, but to also improve the efficiency, safety, reliability and cost of electrical system maintenance.
EMSDs and the data they produce (data and networks)
EMSDs are instruments and equipment that allow electricians, inspectors and maintenance personnel to monitor the condition of electrical equipment in a closed and guarded condition whilst under full load, thus ensuring that personnel, processes and equipment are protected at all times. Monitored electrical equipment can include electrical distribution systems such as circuit breakers, transformers, switchgears, fuses, distribution panels, transfer switches and switchboards. In addition, EMSDs can monitor the condition of equipment consuming or generating electrical power, such as motors, generators, furnaces, ovens, induction heaters, laser processing power supplies and semiconductor manufacturing equipment.
A wide variety of EMSDs are available, which can improve the efficiency and safety of an inspection or maintenance system. EMSDs include infrared windows, ports, acoustic emission instruments, thermal imagers or infrared cameras, online monitoring and intelligent asset tags.
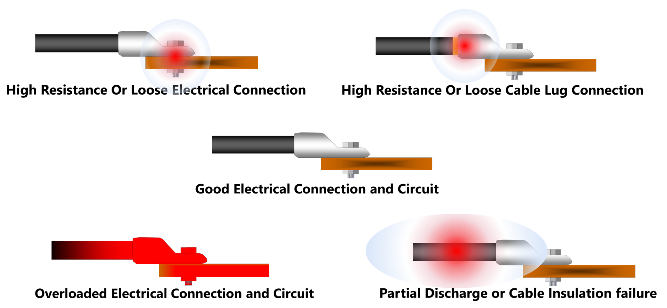 Figure 3. Examples of failures in electrical systems. Source: IRISSSelection of the best EMSD for a particular application depends on the frequency of monitoring required and the types of electrical fault and parameters measured. Electrical faults, or failure modes, can include short circuits, ground faults, high impedance faults (HIF), phase faults, asymmetric faults, overload conditions, high-resistance contacts or brushes, loose electrical connections, partial discharges or cable insulation failures, power deficits and power excesses. Arcs, discharges or other electrical faults can produce an audible or ultrasonic noise (hum or buzz), as well as visible light, infrared radiation or UV emissions. Sound microphones, ultrasonic transducers or acoustic emission sensors can detect the audible or ultrasonic signals. Electrical faults at low amperage can produce thermal emissions, detectable with optical infrared sensors. Many electrical faults can be detected by monitoring circuits for changes in phase current, phase voltage, power direction, current zero sequence, power quality, frequency changes, partial discharge, motor current analysis (MCA) and temperature. MCA systems provide information about electrical faults caused by excessive motor starts or overloading. Because rotor bar damage is difficult to detect with a vibration signature, MCA systems are often used to prevent motor failure with mission-critical machinery.
Figure 3. Examples of failures in electrical systems. Source: IRISSSelection of the best EMSD for a particular application depends on the frequency of monitoring required and the types of electrical fault and parameters measured. Electrical faults, or failure modes, can include short circuits, ground faults, high impedance faults (HIF), phase faults, asymmetric faults, overload conditions, high-resistance contacts or brushes, loose electrical connections, partial discharges or cable insulation failures, power deficits and power excesses. Arcs, discharges or other electrical faults can produce an audible or ultrasonic noise (hum or buzz), as well as visible light, infrared radiation or UV emissions. Sound microphones, ultrasonic transducers or acoustic emission sensors can detect the audible or ultrasonic signals. Electrical faults at low amperage can produce thermal emissions, detectable with optical infrared sensors. Many electrical faults can be detected by monitoring circuits for changes in phase current, phase voltage, power direction, current zero sequence, power quality, frequency changes, partial discharge, motor current analysis (MCA) and temperature. MCA systems provide information about electrical faults caused by excessive motor starts or overloading. Because rotor bar damage is difficult to detect with a vibration signature, MCA systems are often used to prevent motor failure with mission-critical machinery.
Acoustic emission (AE) instruments are designed to monitor conditions and detect changes in mechanical, electrical and process systems. In electrical power distribution systems, they detect shorting or arcing. AE instruments are also useful for detecting faults or leaks in piping that delivers cooling water or gases to manufacturing equipment with high electrical power requirements, such as glass-melting transformers or CVD/PVC deposition systems. Air and structure-borne methods detect faults in electrical and mechanical systems based on acoustic signals. These signals can be airborne or reside only within a solid structure or mechanical system. There are many applications for air or structure-borne ultrasonic detection or inspection methods.
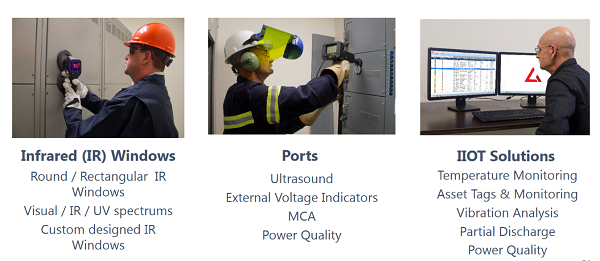 Figure 4. Types of EMSDs include IR windows, ports and IIoT solutions. Source: IRISS
Figure 4. Types of EMSDs include IR windows, ports and IIoT solutions. Source: IRISS
Infrared windows or ports paired with visual inspection, UV sensors or thermography can detect electrical faults through the emission of heat, infrared radiation or, in arcing conditions, UV emissions. Infrared windows are made of a specialized material, which is transparent to infrared radiation. Temperature sensors can also monitor the temperature of the electrical equipment. Slight temperature increases can occur over time as electrical contacts oxidize and increase in resistance during normal duty cycles. Temperature and thermal imaging are essential tools in detecting overload conditions because arcing and AE do not occur at these power levels. Thermal change detection can help plan scheduled maintenance cycles during shutdowns where contacts or cable connections can be safely cleaned, or breakers and other protective devices replaced.
Some EMSDs make inspection quicker and safer because the devices facilitate system evaluation without disassembly or direct contact with powered electrical equipment. EMSDs can create a proactive, safer, less physically demanding workplace. Inspections of energized equipment are becoming increasingly time-consuming, restrictive and costly due to tougher regulations and more complicated electrical systems. Opening a live or electrically powered panel requires electrical inspectors with specialized training. They also must wear proper personal protective equipment (PPE), such as insulating gloves along with linings for shock protection, insulated tools, electrical/insulation blankets and live-line tools or hot sticks. EMSDs allow employees without specialized electrical PPE, with less technical knowledge or older electricians with physical limitations to inspect electrical assets as part of an electrical maintenance program.
EMSD technologies maintain an energized compartment in a closed and guarded condition, which removes workers from exposure to potential electrical hazards. The design allows electrical test equipment to be used safely at any time, especially when equipment is under full load conditions, which is when the inspection yields its greatest value. Low-skilled employees can monitor more frequently without having to wait for a qualified electrician to perform live, high-voltage inspections. A high frequency of inspections or continuous online monitoring can greatly reduce the risk of unplanned equipment failures. As damage severity caused by an electrical failure increases due to capital equipment loss and unplanned production plant outages, the frequency of inspections should be increased (Figure 5).
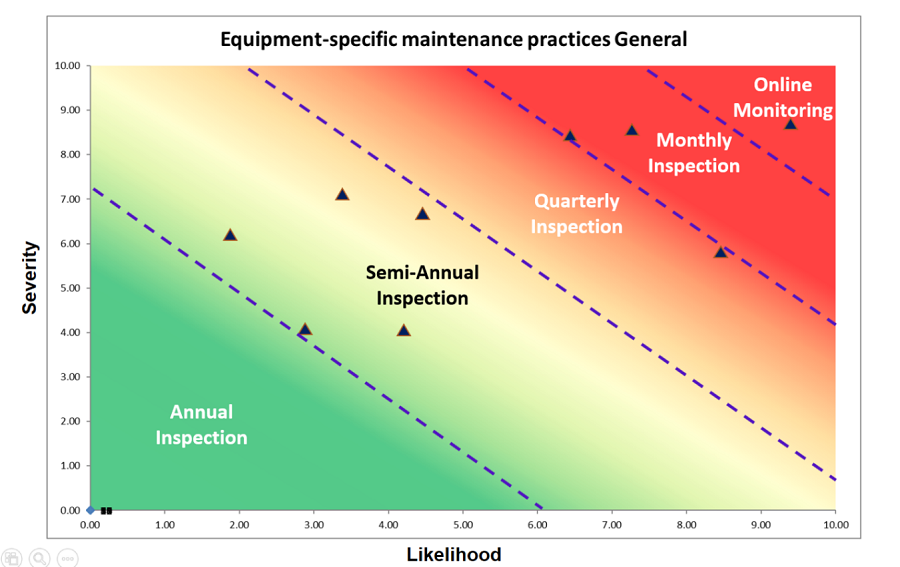 Figure 5. The frequency of inspection should be increased according to risk and asset criticality. Source: IRISS
Figure 5. The frequency of inspection should be increased according to risk and asset criticality. Source: IRISS
A more powerful class of EMSDs can continuously monitor for early issues detection. Continuous monitoring EMSDs coupled with an intelligent asset tracking system and predictive maintenance (PdM) software tracks equipment maintenance and failures, which can help a business identify patterns and improve operational performance. Intelligent asset tracking systems use asset tags, remote sensors (temperature or voltage) and an industrial internet of things (IIoT) data acquisition system to capture the remote data. The IIoT solution can alert safety and maintenance personnel and trigger alarms when conditions merit these actions. EMSDs produce quality data more frequently for more effective analysis. The data from sensors on electrical power equipment can be constantly monitored and compared to set parameters based on normal and safe operating levels related to the technical attributes and probable failures of the monitored equipment. When monitored parameters exceed the set parameter limits, an alarm can be triggered and web-based notifications sent out. Real-time, online and remote condition monitoring enable early detection, follow-up and trend tracking of failure processes. Analysis of the data enables prediction of safe operating times and the required actions to keep production up until the next shutdown occurs.
Condition-based maintenance
The old way of maintaining equipment involved regular inspections spread out over time, which was a costly and inefficient method for capital and critical equipment maintenance. The old method often resulted in costly, unplanned shutdowns. An unplanned electrical failure can cause a multitude of problems downstream in a production plant. A sudden loss of power can damage extremely valuable capital equipment in paper mills, chemical process plants, power generation, textile factories and semiconductor wafer fabrication. Replacing or repairing specialized production equipment can take days to weeks, resulting in lost production costs until production resumes. The unplanned shutdown can be dangerous to operators when the loss of control occurs in a fast-moving rolling mill. When a control valve experiences a power loss, the hazardous gases or liquids released from a process reactor, tank or line can cause danger to operators and the local community. Unplanned spills or leaks can result in high fines from the EPA or state environmental agencies. In outdated, preventive maintenance programs, routine shutdowns were scheduled as frequently as possible to catch problems, often unnecessarily because evaluating electrical equipment in a cold, unpowered state yields little information about equipment condition and suitability for service.
In the worst case scenario, an electrical system failure or the equipment impacted can result in the loss of life. Direct electrical hazards can include electrocution and burns to personnel. Indirect hazards include falls and smoke inhalation. EMSDs help companies meet and exceed the regulations and standards for electrical safety in the workplace set forth in NFPA 70E, OSHA 29 CFR 190 and 1926, UL S801 and other safety guidelines.
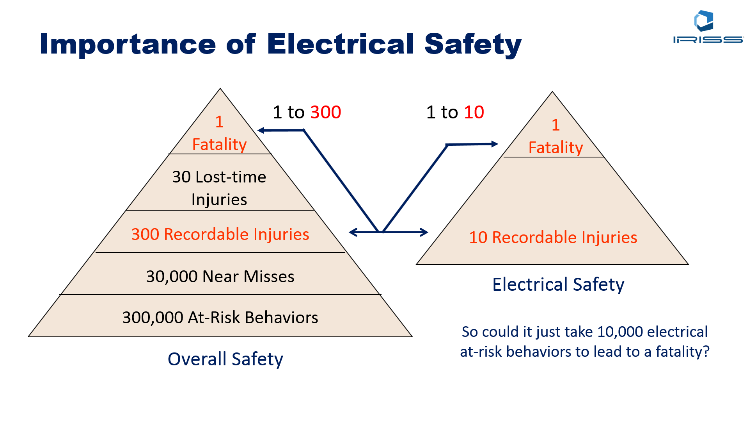 Figure 6. Electrical industry hazards are far more dangerous than hazards found in the standard workplace. Source: IRISS
Figure 6. Electrical industry hazards are far more dangerous than hazards found in the standard workplace. Source: IRISS
Properly scheduled servicing and maintenance should be performed to avoid untimely equipment breakdowns or unplanned shutdowns of telecom, wafer fabrication, medical, machinery, power generation, chemical production, paper mill, textile and other capital facilities or plants. Condition monitoring and PdM methods leverage continuous evaluation of critical systems for faults as well as an assessment of their condition. PdM analysis determines the timing and frequency of planned shutdowns and maintenance based on the life and likelihood of a major failure. The increase in data from online monitoring and high-frequency inspections makes this new approach possible. Condition monitoring and PdM are cheaper and yet more reliable and efficient approaches to maintenance and reliability engineering.
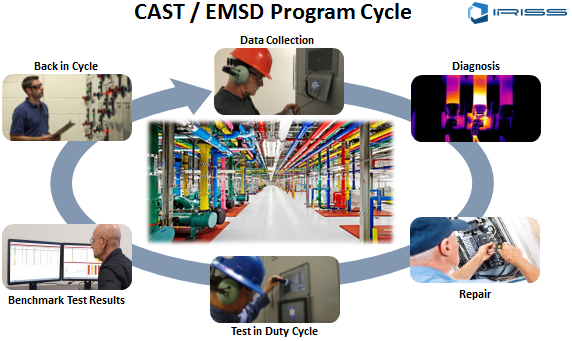 Figure 7. EMSDs are a critical tool in critical asset maintenance programs. Source: IRISS
Figure 7. EMSDs are a critical tool in critical asset maintenance programs. Source: IRISS
EMSDs have become a key tool in enabling more advanced and efficient condition monitoring systems. For example, EMSDs are key elements in critical asset surveillance technologies (CAST) programs. A CAST program entails data collection, diagnosis, repair, testing under duty cycle, benchmarking of test results and continued monitoring cycles. In the hierarchy of controls space, EMSD technologies and CAST models isolate people from electrical hazards and change the way people work. Adopting new technologies and methods requires management and maintenance personnel to recognize a better approach and adapt.
Conclusion
Electrical equipment and power distribution systems are a critical component in the operation of modern factories. Electrical system failures can cause human, capital equipment and production losses costing millions of dollars. The resulting product shortages and delivery delays can have long-term impacts such as the loss of customers. Condition-based maintenance (CBM) with EMSDs is a key tool in the reliability engineering of electrical systems to maintain plant safety and productivity. EMSDs help bridge the skills gap, as well as the gap between the industrial and information age, as maintenance professional and reliability engineers have moved away from time-based maintenance to condition monitoring-based PdM.
EMSD tools from IRISS can help companies make a paradigm shift and breach any knowledge gaps or obstacles to achieve new levels of plant and electrical system reliability.
Powered by CR4, the Engineering Community
Discussion – 0 comments
By posting a comment you confirm that you have read and accept our Posting Rules and Terms of Use.
Advertisement
Advertisement
Popular News
Find Free Electronics Datasheets

Advertisement