If you run automated equipment, you interact with a human machine interface (HMI) every day. It is the screen that shows what your machines are doing and lets you control them. A good HMI makes your line easier to run. A bad one slows you down and hides problems. As automation gets more complex, the interface becomes just as important as the hardware behind it. In this guide, you will learn what an HMI is, how it works and why it matters when you design, upgrade, or buy industrial automation systems for your production line.
What Is a human machine interface (HMI)?
A human machine interface, or HMI, is the hardware or software that connects you to the machines and controllers on your production line. It shows real-time machine data, alerts and trends while letting you control operations, adjust settings and respond to alarms. HMIs can be simple panels with buttons and indicator lights, touchscreens on equipment, or industrial PCs with software that visualizes complex processes. They are essential in industrial automation for monitoring, controlling and optimizing processes efficiently.
 Source: Qviro
Source: Qviro
Why HMIs matter
Well-designed HMIs make it easier to understand what is happening across your line at a glance. They reduce the need to check multiple devices or systems manually, help you make faster decisions and lower the risk of operator error. These benefits are critical for safety, uptime and overall efficiency.
What does an HMI actually do?
An HMI gives you real-time visibility into what your machines are doing. It shows live data such as temperatures, pressures, production counts and machine status, so you can monitor performance without walking the floor. Modern HMIs gather information from controllers and sensors and present it in charts, graphics and dashboards that are easy to interpret.
Real-time monitoring and control
With an HMI, you can start and stop equipment, adjust setpoints and change operating parameters directly from the interface. It acts as the central point for operator control, replacing manual switches and indicator lights with intuitive visual outputs.
Alarm handling and diagnostics
HMIs alert you to abnormal conditions and help you diagnose problems quickly. Alarm management features display warnings and faults so you can take corrective action before a small issue turns into downtime.
Data visualization and logging
In addition to live data, HMIs log events and display trends over time. This historical data helps you analyze performance, spot recurring issues and make better decisions with less guesswork on the shop floor.
Where you’ll find HMIs in manufacturing
HMIs appear throughout your production line, giving you control and visibility wherever you need it. On the shop floor, you might see machine-mounted touch panels that let you start, stop and adjust equipment directly. Robot teach pendants provide operators with intuitive control over robotic arms and cobots. In larger facilities, central control room screens consolidate data from multiple machines, giving you a complete overview of the line. Mobile dashboards are also becoming common, letting supervisors and engineers monitor operations remotely. HMIs can be simple panels or complex, networked systems that handle multiple processes at once, making your workflow more efficient and reducing errors.
Key components of an HMI system
An HMI system is made up of several layers that work together to help you monitor and control machines. At the base level is the HMI hardware. This includes industrial panels, panel PCs and touchscreens that show data and let you interact with your system. These devices are built to withstand factory environments and keep running reliably.
HMI software
The software you run on that hardware turns raw machine data into visual screens, charts and buttons. It provides tools to build interfaces, configure alarms and log information. Good HMI software makes complex data understandable and usable during daily operations.
Controllers and integration
The HMI connects to controllers like programmable logic controllers (PLCs). PLCs act as the “brain” of your automation and execute the logic that drives machines. The HMI visualizes what the PLC is doing and lets you send control inputs back to it.
Communication layer
Communication protocols such as OPC UA, Modbus and Ethernet/IP ensure data flows smoothly between hardware, controllers and software. These standards help your system stay interoperable and responsive to real-time demands.
HMI versus SCADA versus PLC (quick clarifier section)
When you work with automation systems, you will hear HMI, supervisory control and data acquisition (SCADA) and PLC. These terms are related but they are not the same. Knowing the difference helps you choose the right components for your line.
What a PLC does
A PLC is the control logic of a machine or process. It reads sensors, makes decisions based on programmed logic and sends commands to outputs like motors and valves. PLCs are rugged and designed for real-time control. In fact, PLCs are used in over 70% of industrial control systems worldwide.
What an HMI does
An HMI is the interface that lets you see what the PLC is doing and interact with it. It shows data, trends, status and alarms. It does not make control decisions by itself.
What SCADA does
SCADA systems take a broader view. SCADA collects data from many PLCs and devices across a plant or multiple sites. It logs information, handles alarms and lets you supervise operations at scale.
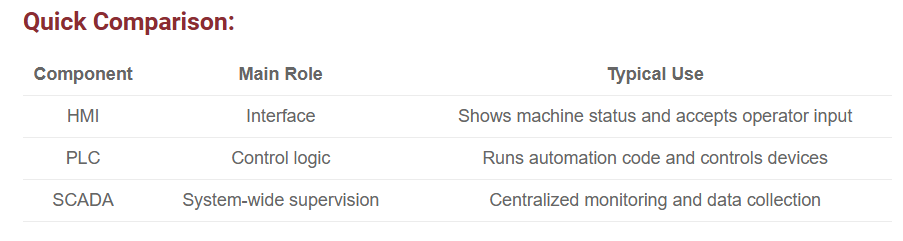
This clear difference helps you design systems that are easier to operate and maintain.
Why HMIs are critical in modern automation?
In modern manufacturing, HMIs help you see what your machines are doing and make faster decisions. They provide real-time monitoring and control of key process parameters, replacing the old need for manual checks and paper logs. This means you can spot issues early and take action before they become downtime events. HMIs also support alarm handling and diagnostics that clear up confusion quickly and keep your line running smoothly.
Faster troubleshooting and reduced downtime
With real-time visuals and alerts, you spend less time guessing what went wrong. Modern manufacturing analytics tied to HMI systems can help reduce unplanned downtime by up to 50% through better predictive insight.
Better visibility and safety
HMIs give you centralized dashboards that show machine status, trends and alarms in one place. This improves operator awareness, supports lean manufacturing and aligns with Industry 4.0 goals of smart, data‑driven operations. Modern automation environments increasingly depend on HMIs to bridge operators and connected machines, making decision‑making faster and more informed.
Common HMI use cases
HMIs are used across a wide range of industrial applications to help you monitor and control processes efficiently.
1. Machine tending
Operators use HMIs to load, unload and supervise automated machines. For example, an HMI on a CNC machine allows you to track cycle times, adjust feed rates and manage alarms in real time. This reduces errors and keeps production consistent.
2. Packaging lines
HMIs streamline packaging operations by displaying line speed, fill levels and packaging counts. You can quickly adjust settings to match product size or batch requirements, minimizing downtime and waste.
3. Process industries
In water treatment, pharmaceuticals and energy production, HMIs monitor complex parameters such as temperature, pressure and chemical levels. They help you maintain quality standards and regulatory compliance.
4. Robotics cells
Robot cells rely on HMIs for programming, status monitoring and troubleshooting. You can see each robot’s task status and adjust operations without stopping the entire cell, increasing throughput and safety.
What makes a good HMI (when buying)?
When you are selecting an HMI for your production line, focus on features that make your operators’ job easier and your processes more reliable.
Usability for operators
A good HMI is intuitive and reduces training time. Interfaces that are simple to navigate can cut operator errors by up to 30% and improve response to alarms.
Clarity of visualization
Screens should display data clearly, using graphs, color coding and alerts that highlight critical conditions. Well-organized visualization lets you quickly assess machine health and production status.
Integration with existing PLCs
Your HMI should connect seamlessly with the PLCs controlling your equipment. This ensures real-time data exchange and prevents compatibility issues when adding new machines.
Remote access capabilities
Modern HMIs allow you to monitor operations from a tablet or smartphone. Remote access improves flexibility and supports faster decision-making during off-hours.
Alarm management quality
Alarms must be prioritized and easy to interpret. Effective alarm management helps operators respond to urgent events promptly, reducing downtime and improving safety.
Modern HMI trends to watch
Industrial HMIs are evolving as factories adopt more connected and intelligent systems. Understanding these trends helps you choose interfaces that make your operations faster, safer and more flexible.
Web‑based and cloud‑ready interfaces
Web‑based HMIs let you access machine data and controls through a standard browser on PCs, tablets, or phones. This reduces installation time and allows you to scale interfaces across multiple sites. Cloud-ready systems also make it easier to deploy updates centrally and monitor multiple lines at once.
Remote monitoring and mobile access
Modern HMIs support remote monitoring so you can track machine status, alarms and trends outside the plant. This improves response times and reduces downtime by ensuring critical events are addressed quickly.
AI‑assisted and predictive features
AI is being integrated into HMIs to highlight critical trends, predict faults and reduce operator overload. Predictive insights allow you to act before problems escalate, improving efficiency and reliability.
Natural language and adaptive interfaces
Emerging HMI systems are starting to support natural language commands, letting operators issue instructions using speech or text. Adaptive interfaces adjust screens based on role, context and operator behavior, showing only the most relevant data to reduce cognitive load.
These trends are pushing HMIs from static dashboards to intelligent, flexible tools that help you make faster, clearer and safer decisions on your production line.
Conclusion
Human machine interfaces are more than screens on your machines. They are the connection between you and the processes that drive your production line. A good HMI gives you real-time visibility, simplifies decision-making and reduces errors and downtime. As automation grows, HMIs are evolving with web access, AI features and adaptive interfaces that make operations smarter and safer. When selecting or upgrading an HMI, focus on usability, integration and alarm management to ensure it meets your needs today and can grow with your line. The right interface turns complex automation into clear, actionable insights for you and your team.
